

Metall 3D-Druck mit Werkzeugstahl
Ihr Dienstleister für den 3D-Druck von Metall-Bauteilen mit Werkzeugstahl 1.2709 im SLM-Verfahren
Wir sind Ihr Dienstleister für den Druck von Ihrem 3D-Bauteil aus Werkzeugstahl 1.2709
Das Material Werkzeugstahl ist der Top-Kandidat, wenn es um hohe Dehn – und Streckgrenzen geht.
Die besonderen mechanischen Eigenschaften des martensitaushärtenden Werkzeugstahls überzeugen in vielen Gesichtspunkten und setzen die Grundlage für flexibel einsetzbare Funktionsteile. Das typische Einsatzgebiet vom robusten Werkstoff bezieht sich auf die Fertigung von Werkzeugelementen in anspruchsvollen, industriellen Anwendungen.
Herausragende Eigenschaften wie die hohe Stabilität, Temperaturbeständigkeit und eine extreme Abriebsfestigkeit ermöglichen es den gefertigten Bauteilen, selbst extremen Beanspruchen gerecht zu werden.
Sie haben Fragen zum Metall 3D-Druck mit Werkzeugstahl 1.2709?
Unsere erfahrenen Experten stehen Ihnen gerne zur Verfügung.
3D-Datei vorhanden? Hier direkt hochladen und kostenfreies Angebot erhalten!
Jetzt 3D-Bauteil aus Werkzeugstahl anfragen
Vertrauen Sie auf unsere Erfahrung als professioneller Dienstleister für den 3D-Druck von Metall-Bauteilen:
- Schnellere Reaktions- und Lieferzeiten
- Qualitätsmanagementsystem ISO 9001 und EN 9100 zertifiziert.
- Umsetzung hochkomplexer, funktionsoptimierter Geometrien
- Gewichtsreduktion durch Topologieoptimierung oder Leichtbau
- Funktionsoptimierung durch hybride oder integrale Bauweise
- Integration in den Entwicklungsprozess für Prototypen












SLM Nachbearbeitung:
Wir fertigen Ihr Titan Bauteil aus einer Hand

Mechanische Nachbearbeitung von 3D-Bauteilen aus Werkzeugstahl
Mithilfe moderner Drei- bis Fünf-Achs-Fräsmaschinen bearbeiten wir Ihre Bauteile mit höchster Präzision nach.
Rotationssymetrische Bauteile werden durch CNC Drehen gezielt und exakt Ihren Ansprüchen gemäß nachbearbeitet und erhalten so das gewünschte Finish.

Mechanische Nachbearbeitung von 3D-Bauteilen aus Werkzeugstahl
Wir stellen mit Fräsen, Sandstrahlen, und verschiedene Schleif- und Politurverfahren Ihre gewünschte Oberfläche her
Beschichtung, Bedruckung, Kennzeichnung, Anodisieren oder Eloxieren
Lasergravur: Metall-Bauteile berührungslos gravieren / beschriften

Wärmebehandlung von 3D-Bauteilen aus Werkzeugstahl
Sind spezifische mechanisch-technologische Werkstoffeigenschaften gefordert, unterziehen wir das Bauteil einem auf die jeweiligen Anforderungen abgestimmten Wärmebehandlungsprozess.
Die Wärmebehandung optimiert das Gefüge des additiv gefertigten Bauteils und gibt ihm die gewünschte Härte.
Werkzeugstahl 1.2709 im Überblick:
Technische Daten für Werkzeugstahl Bauteile aus dem 3D-Drucker
| Erreichbare Bauteilgenauigkeit | |
| kleine Bauteile große Bauteile | ca. ± 0,1 mm ca. ± 0,2 % |
| Kleinste Wandstärke | ca. 0,4 – 0,5 mm |
| Schichtstärke | 30 – 50 μm |
| Oberflächenrauhigkeit | |
| nach dem Bau nach dem Mikrostrahlen nach dem Polieren | Rz = 60 μm ± 20 μm Rz = 30 μm ± 10 μm Rz < 1 μm |
| Bauteildichte nach dem Fertigungsprozess | > 99,7 % |
Mechanische Eigenschaften¹ für Werkzeugstahl-Teile aus dem 3D-Drucker
wie gebaut | nach WB | |
| Zugfestigkeit [N/mm²] | ||
| horizontale Richtung (XY) | 1100 – 1250 | 1900 – 2050 |
| vertikale Richtung (Z) | ca. 1000 | |
| Streckgrenze [N/mm²]² | ||
| horizontale Richtung (XY) | 950 – 1000 | ca. 1950 |
| vertikale Richtung (Z) | ca. 1000 | |
| Bruchdehnung [%] | ||
| horizontale Richtung (XY) | 11 – 13 | ca. 4 |
| vertikale Richtung (Z) | ca. 5-6 | |
| E-Modul [kN/mm²] | ||
| horizontale Richtung (XY) | typ. 220 | ca. 240 |
| vertikale Richtung (Z) | typ. 210 | typ. 114 |
| Härte [HRC]³ | 33 – 37 | 50 – 52 |
Chemische Zusammensetzung Werkzeugstahl 1.2709
| Bestandteil | Richtwert [%] |
|---|---|
| Fe | Rest |
| Ni | 17,0 – 19,0 |
| Co | 8,50 – 10,0 |
| Mo | 4,50 – 5,20 |
| Ti | 0,80 – 1,20 |
| C | ≤ 0,03 |
| Si | ≤0,10 |
| Mn | ≤ 0,15 |
| P | ≤ 0,010 |
| S | ≤ 0,010 |
| Cr | ≤ 0,25 |
Physikalische Eigenschaften Werkzeugstahl 1.2709
| Dichte [g/cm³] | 8,0 – 8,05 |
| Magnetisierbarkeit | gut |
| Elektr. Widerstand bei 20°C [Ω ∙ mm²/m] | ca. 1 |
| Mittlerer Wärmeausdehnungsbeiwert bei 20°C [10⁻⁶ ∙ K⁻¹] | 10,3 |
| Dauerbetriebsfest bis | ca. 400 °C |
Wärmebehandlung beim 3D-Druck von Werkzeugstahl
Optional: Wärmebehandlung beim 3D-Druck von Werkzeugstahl 1.2709
Der Werkzeugstahl kann einer Wärmebehandlung unterzogen werden, um die mechanischen Eigenschaften gezielt zu beeinflussen. Dafür wird der Stahl bei 820 °C – 850 °C lösungsgeglüht und anschließend in Wasser abgekühlt. Daraufhin muss der Stahl bei 490 °C über 6 Stunden warm ausgelagert werden. Die Abkühlungsgeschwindigkeit beträgt 2 °C/min. Ab 200 °C kann das Werkzeugsthal-Bauteil im Ofen ungeregelt abgekühlt werden. Hierbei muss jedoch der Schwund von 0,09 % beachtet werden.
Wird der Werkstoff immer wärmebehandelt? Falls nicht, bei wem liegt die Entscheidung hierfür?
Nein, der Werkstoff wird nicht immer wärmebehandelt. Die Entscheidung liegt bei Ihnen, ob Sie sich spezielle Eigenschaften wünschen. Mögliche Einstellungen entnehmen Sie der Tabelle Mechanische Eigenschaften von Werkzeugstahl.
Enstehen für die Wärmebehandlung zusätzliche Kosten?
Ja, es entstehen unterschiedliche Kosten je nach Art der Wärmebehandlung.
Hinweis:
Die angegebenen Werkstoffkennwerte sind abhängig von Maschine, Pulverwerkstoff, Parametereinstellungen sowie anderen Faktoren wie die Anisotropie der Bauteile.
Sie bieten daher keine ausreichende Grundlage zur Bauteilauslegung. Diese Abhängigkeit der Bedienstrategie spiegelt sich in einer gewissen Streuung der Ergebnisse für lasergeschmolzene Erzeugnisse wieder. Somit können bestimme Eigenschaften des Produktes oder eines Bauteils weder gewährt noch garantiert werden. Diese Angaben dienen lediglich als Richtwerte.
Zur Überprüfung der mechanischen Eigenschaften können jederzeit Probekörper angefordert werden.
¹ bei Raumtemperatur
² Zugversuch nach DIN EN 50125
³ Härteprüfung nach DIN EN ISO 6508-1
Vorteile und Anwendungsbeispiele
Vorteile von Werkzeugstahl
- Hohe Dehn- und Streckgrenze
- Härtbar bis 52 HRC
- Gut polierbar
- Gute thermische Leitfähigkeit
- Gut zerspanbar
Anwendungsmöglichkeiten für den 3D-Druck mit Werkzeugstahl
- Werkzeugbau
- Prototypenbau
- Serienteile
- Luft- und Raumfahrt
- Automotive
- uvm.
„Die Potentiale der additiven Fertigung zu identifizieren und voll und ganz auszuschöpfen – dabei unterstützen uns die Ingenieure von 3D-Laserdruck vorbildlich.„
Werner Reichle, MTU Friedrichshafen GmbH, Friedrichshafen
Warum Werkzeugstahl das richtige Material für Ihr SLM-Bauteil ist
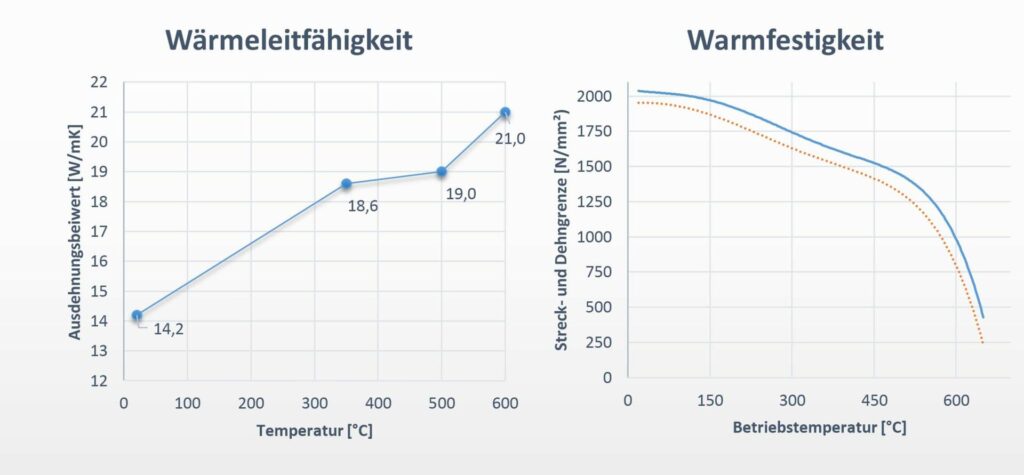
Festigkeitseigenschaften
Werkzeugstahl brilliert durch sehr gute mechanische Eigenschaften. Das Material weise eine sehr hohe Stabilität auf und ist extrem Luft- und Wasserdruck beständig. Durch diese Eigenschaft finden sich Produktionen aus Werkzeugstahl häufig in industriellen Anwendungen, unter hohen Beanspruchungen, wieder.
Hohe Streckgrenze
Durch das SLM-Verfahren hergestellte Bauteile aus Werkzeugstahl weisen mit einer Streckgrenze von 1800 – 1900 N/mm² einen deutlich höheren Wert auf, als vergleichsweise gängige Werkmetalle im 3D-Druck-Verfahren. Die Produktionen aus Werkzeugstahl stehen für ein verzugarmes Material mit einer herausragenden Zähigkeit.
Werkzeugeinsätze mit konturnahe Kühlung
Das Selektive Laserschmelzen fördert die Innovation und den Fortschritt in der Herstellung von komplizierten Bauteilen. Produktionen aus Werkzeugstahl greifen dabei häufig auf die Realisierung von Werkzeugeinsätzen mit konturnaher Kühlung zurück. Das Ergebnis besteht aus der Verwirklichung von kürzeren und folgend auch wirtschaftlicheren Produktionszyklen.
Dauerbetriebsfest bei höheren Temperaturen
Durch niedrige Anteile an Schwefel und Phosphor ist der Werkstoff besten für höhere Temperaturen gewappnet. Somit gelten SLM-Bauteile aus Werkzeugstahl auch bei höheren Temperaturen bis zu 400 °C als dauerbetriebsfest.
Alle Potentiale der additiven Fertigung ausschöpfen –
mit 3D-Laserdruck als Ihr Dienstleister für den 3D-Druck von Bauteilen aus Metall!



